На главную страницу | Технологии автоматической намотки провода
 Намотка классическая
Технология намотки относится к одной из наиболее востребованных технологий производства компонентов. По типу намотки различают линейную намотку провода и секционную намотку. Чтобы обеспечить высокую производительность и низкую себестоимость изделия, что является сейчас наиболее востребованным в промышленности, процесс намотки может происходить параллельно на нескольких шпинделях параллельно на одной машине.
Намотка флаером
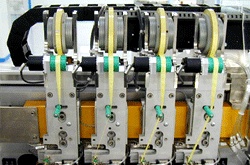
Производство катушек, которые не могут быть намотаны способом обычной шпиндельной намотки, может осуществляться путем наматывания провода (0,05-2,5мм) с помощью специальной вращающейся направляющей трубки с максимальной частотой вращения до 12000 мин-1. Провод может быть намотан на катушки по 4-м интерполируемым осям. Процесс обычно осуществляется на 2-х (до 18) различных катушках параллельно.
Шпиндельная намотка
Производство катушек основано на намотке провода 0,05 – 1,5мм. Катушка вращается на шпинделе с максимальной частотой 30000 об./мин.. Провод может быть намотан на катушки по 4-м интерполируемым осям. Процесс обычно осуществляется на 2-х (до 18) различных катушках параллельно. Особо эта технология намотки применяется при секционной и прогрессивной намотке, для повышения производительности намотки двух изолированных проводов или намотки шпинделей для бесщеточных двигателей.
Интерполяционная намотка
Производство статоров электромоторов требует намотки провода в пазы путем интерполяционного движения специальной направляющей трубки в каждом секторе, и последующей интерполяции при намотке последующего сектора (в соответствии со схемой электромотора). Эта технология позволяет мотать двигатели с любым положением оси вращения статора.
Натяжение
Процесс намотки требует постоянного контроля за натяжением провода в течение всего процесса. Исходя из типа катушки и других рабочих параметров должна быть использована механическая или электронная система натяжения, позволяющая стабилизировать нагрузку на провод с динамической точностью менее 1 грамма.
Обматывание
В производстве катушек маленького диаметра наматывание провода на их вывода позволяет уменьшить переходное сопротивление места контакта и предотвратить разрыв провода возле вывода, обеспечивая целостность электроцепи в течение процесса намотки и при последующих процедурах корпусирования.
Изолирование
В конце процесса намотки бывает необходимо выполнить изоляцию катушки применяя намотку изоляционной ленты поверх последнего слоя обмотки. Полностью автоматическое устройство обеспечивает подачу, намотку и обрезку ленты.
Зачистка
После намотки может возникнуть необходимость удаления лаковой изоляции с выводов обмоток для обеспечения возможности дальнейшей пайки или сварки. Этот процесс может быть выполнен механически с помощью щеток или лазерным лучем.
Использование термоспекаемых катушек
Для уменьшения размера готового изделия возможно производить намотку катушек без каркаса, но с сохранением формы изделия. Витки фиксируются друг к другу благодаря специальной термоспекаемой изоляции провода, которая фиксируется посредством подачи горячего воздуха в процессе намотки или нагрева готового изделия путем пропускания через катушку тока (резистивное спекание).
Взято с ресурса ЗАО Предприятие Остек,
http://www.ostec-cable.ru
| |
|




 МАШИНА ДЛЯ НАВИВКИ ТЕПЛООБМЕННИКОВ МН-3500М
МАШИНА ДЛЯ НАВИВКИ ТЕПЛООБМЕННИКОВ МН-3500М